Produkty
- Svařovací poloautomaty MIG/MAG
- Pneumatické bodovky
- Zařízení pro svařování drátěného programu
- Středofrekvenční odporové svařovací zařízení
- Zařízení na svařování natupo
- Zařízení pro odporové svařování radiátorů
- Zařízení na bezdeformační děrování uzavřených profilů
- Jednoúčelové stroje
- Zařízení na přivařování kontaktů
-


Odporové svařovací zařízení BPS 12.250DC-AV pro svařování polotovarů drátěného programu, gabionů a sítí je navrženo jako portálové s pneumatickými svařovacími hlavami pro ovládání horních svařovacích elektrod. Svařovací hlavy jsou uspořádanými v řadě na lineárním vedení.
-


Odporové svařovací zařízení BPS 2×2.320 R na svařování designových koupelnových radiátorů.
-


Odporové svařovací zařízení BPS 2×2.320 RT na svařování designových koupelnových radiátorů.
-


Středofrekvenční odporové svařovací zařízení BPSNF-2×3.200SF obsahuje dva svařovací boxy. Zatímco v jednom boxu probíhá automatický svařovací proces v druhém boxu operátor vyjímá hotový svařenec a následně zakládá díly svařence pro další cyklus. Svařovací manipulátor obsluhuje oba boxy a jeho přejezd mezi boxy je pro bezpečnou činnost operátory po dobu jeho činnosti blokován.
Svařovací manipulátor je osazen třemi páry pneumatických svařovacích hlav ovládaných proporcionálními ventily pro řízení síly svař. hlav.Napájecí napětí 3×400 V, 50 Hz
Svařovací proud 10 – 30 kA DC Dimenzování el. přípojky – doporučené jištění 250 A
Celkový instalovaný příkon jm. 265 kVA
Počet svařovacích pneumatických hlav 2×3 -

Středofrekvenční pneumatické odporové svařovací zařízení ABPH 250SF s horizontálním uspořádáním svařovacích elektrod je určeno pro odporové svařování hliníkových slitin řady 2000 a 7000 dle normy EN 573-3, chromniklových austenitických nerez ocelí řady 300 dle normy AISY a pro svařování titanu v leteckém průmyslu. Hliníkové slitiny svařuje do tloušťky max. 2,5 + 2,5 mm, při svařování tří plechů do max. tloušťky 5 mm.
Bylo vyprojektováno a dodáno pro letecký průmysl pro svařování části draku a křídel.
-


Středofrekvenční svařovací zařízení jsou určena pro náročné aplikace při svařování dílů z běžných uhlíkových ocelí, nerezových ocelí, případně i pro svařování hliníku. Kvalita průběhu svařovacího proudu je při svařování kontrolována a vyhodnocována v reálném čase. K řízení tlaku vzduchu svařovací hlavy jsou použity proporcionální ventily.
Středofrekvenční svařovací zařízení jsou zpravidla dodávána i s ověřením vlastní technologie, popř. se speciální konstrukcí zařízení, jako např. s výsuvnou spodní elektrodou nebo osazené svařovacím přípravkem. -
Zařízení BPS-8-4-100RP pro odporové přivařování přídavných ploch k tělesu deskového teplovodního radiátoru.
-

Automat pro odporové svařování článků olejových radiátoru typ RB1 s řetězovým dopravníkem pro podáváním článků do prostoru svařování a typ RB2 osazený manipulátorem s elektrickým servopohonem umožňující větší univerzálnost zařízení. Svařovací uzel zařízení je vybaven deseti páry hydraulických svařovacích hlav speciální konstrukce sdružující hydraulický silový rozvod s chlazením. Radiátorové články jsou odebírány z výměnného zásobníku vakuovými přísavkami a po svaření jsou skluzem posunuty na válečkový dopravník.
-


V produkci výrobků drátěného programu se často vyskytuje nutnost svařování natupo pro uzavření tvaru, jako např. různé rámečky, kruhy a podobně. Další aplikací je svaření dvou dílů kolmo na sebe nebo napojení profilu pro kontinuální provoz.
Zařízení BT20T je určeno pro odporové svařování ocelových dílů natupo. Je vhodné pro svařování drátů, tyčí, trubek, profilů z ocelí, nerezu, mědi, hliníku a podobně. Shodnou technologii obsaženou v tomto zařízení lze využít i pro případné zabudování do vyšších technologických celků jako subdodávku.
-
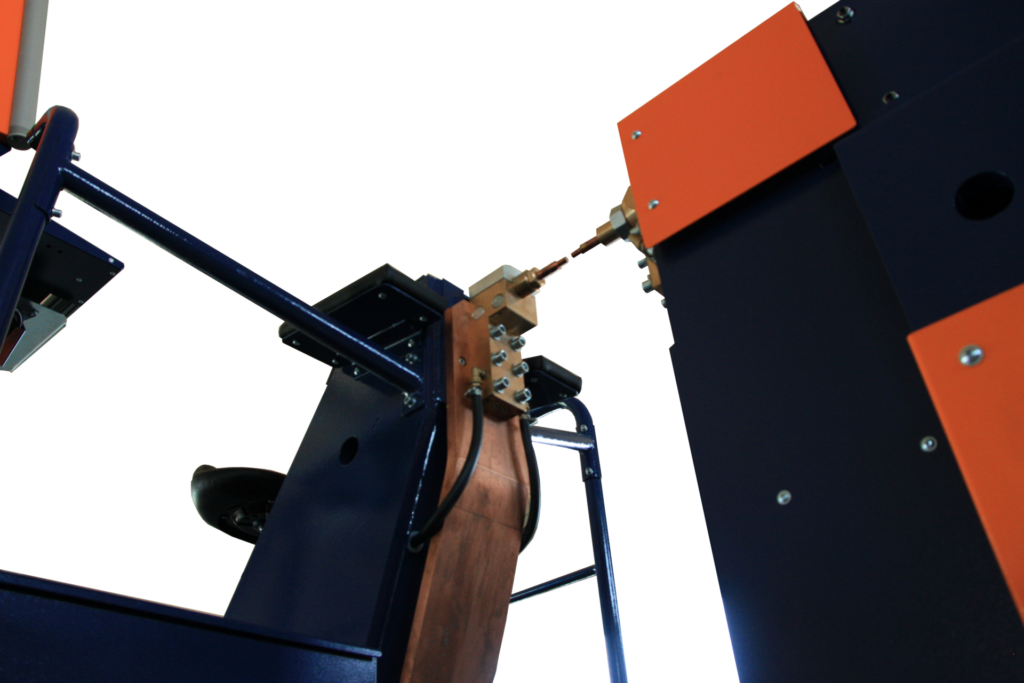
Technologie bezdeformačního děrování uzavřených profilů nachází uplatnění například u výrobců radiátorů nebo regálových systémů. Podle typu profilu se navrhuje vhodné provedení adaptéru a sestava děrovacího nástroje.
Poslední verze těchto zařízení z produkce společnosti Aweco spol. s r.o. je typ DZL 23-A. Zařízení je osazeno lineárním servopohonem umožňujícím vysokou přesnost polohování děrovaného profilu a dvěma děrovacími nástroji. Délka děrovaného profilu je max. 3000 mm.
-


Zařízení pro odporové svařování polic BPS 32-4.100 bylo navrženo a vyrobeno dle zadání objednatele pro svařování polic regálových systémů.
-

Svařovací obvody navržené a vyrobené firmou AWECO pro odporové přivařování stříbrných kontaktů byly namontovány do třech zařízení TALO 25 původně vyráběných firmou KOVOPOL. Tato zařízení jsou určena pro automatické lisování a ohýbání těles kontaktů. Výchozím materiálem kontaktů je slitina stříbra ve tvaru drátu, který je do prostoru svařování automaticky podáván. Po přivaření konce drátu na mosazný pásek tělesa kontaktu je drát následně odstřižen a tvarován.